 Медни тръби - това е възможност за отопление и осигуряване на вода в системата на принципа на поддържане на ефективното им функциониране за възможно най-дълго време. За лепене технологията за запояване с медни тръби е най-лесният начин. За да се реализира тази технология, на практика се използва добавка под формата на вещества, които се различават по термопластичност, т.е. те могат да се стопят в резултат на въздействието на високите температури и да се укрепят след охлаждане. Именно тези свойства осигуряват запечатването на получените съединения.
Медни тръби - това е възможност за отопление и осигуряване на вода в системата на принципа на поддържане на ефективното им функциониране за възможно най-дълго време. За лепене технологията за запояване с медни тръби е най-лесният начин. За да се реализира тази технология, на практика се използва добавка под формата на вещества, които се различават по термопластичност, т.е. те могат да се стопят в резултат на въздействието на високите температури и да се укрепят след охлаждане. Именно тези свойства осигуряват запечатването на получените съединения.
Процесът на запояване от гледна точка на теорията
Запояването на много тръби, включително мед, се извършва в съответствие с принципа на свързване на две части. В резултат на това е възможно да се постигне достатъчна якост на конструкцията независимо от използвания спойка, когато дори и нейните меки видове, характеризиращи се с недостатъчна стабилност, гарантират надеждността на връзката. Обикновено, за да се осигури приемлива якост на свързване при запояване, е необходимо да се гарантира, че продуктите в контактната точка се намират най-малко на 5 mm един от друг. В действителност те създават много по-голям капак, който осигурява осезаем марж на безопасност.
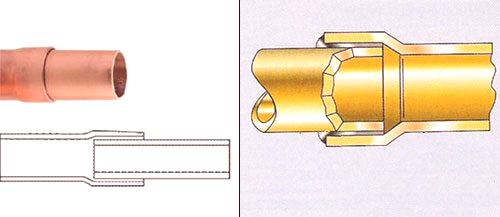 За да се постигне необходимото припокриване на продуктите по време на монтажа на тръбопроводите, е възможно поради такива операции с тръби като разширение и отстраняване, както и чрез използването на специални фитинги. При монтиране на свързващи части под формата на фитинги се оформя разстояние от около 0,2 mm, което осигурява външен видкапилярни сили, чието присъствие е необходимо за висококачествен процес на запояване. Това води до ефект, когато нагрятата утайка се влива в процепа, като осигурява необходимото ниво на уплътняване в точката на контакт. Благодарение на влиянието на капилярните сили има възможност за захранване на припоя отдолу.
За да се постигне необходимото припокриване на продуктите по време на монтажа на тръбопроводите, е възможно поради такива операции с тръби като разширение и отстраняване, както и чрез използването на специални фитинги. При монтиране на свързващи части под формата на фитинги се оформя разстояние от около 0,2 mm, което осигурява външен видкапилярни сили, чието присъствие е необходимо за висококачествен процес на запояване. Това води до ефект, когато нагрятата утайка се влива в процепа, като осигурява необходимото ниво на уплътняване в точката на контакт. Благодарение на влиянието на капилярните сили има възможност за захранване на припоя отдолу.
методи за свързване
Оптималните елементи за свързване на части от медния тръбопровод са арматура. Техният обхват е голям, но най-вече само три разновидности на свързващи части от този тип са популярни:
- тройници, с които можете да подредите съответните проекти;
- съединители, използвани за свързване на две тръби;
- ъгли, които намират своето приложение, когато е необходимо да се промени посоката на тръбопровода чрез определяне на ъгъл на завъртане 90 градуса.
 В този случай монтирането на меден тръбопровод може да се извърши без използването на фитинги или необходимостта от монтирането им да бъде сведена до минимум. Въпреки че има нужда от подходящ инструмент, който позволява извършването на операции по огъване и разширяване на тръбите, както и тяхното отстраняване. В този случай тя ще облекчи задължението за прилагане на ъгли за организиране на завоите на тръбопровода. Разширяването ще направи използването на съединителя ненужно, тъй като ще бъде възможно да се увеличи диаметърът на тръбата и да се вмъкне друга в него, като се фиксира такава връзка с запояване. И накрая, оголването ще изключи тройниците от списъка на свързващите елементи, но при условие, че изходната тръба ще има по-малък диаметър от главната.
В този случай монтирането на меден тръбопровод може да се извърши без използването на фитинги или необходимостта от монтирането им да бъде сведена до минимум. Въпреки че има нужда от подходящ инструмент, който позволява извършването на операции по огъване и разширяване на тръбите, както и тяхното отстраняване. В този случай тя ще облекчи задължението за прилагане на ъгли за организиране на завоите на тръбопровода. Разширяването ще направи използването на съединителя ненужно, тъй като ще бъде възможно да се увеличи диаметърът на тръбата и да се вмъкне друга в него, като се фиксира такава връзка с запояване. И накрая, оголването ще изключи тройниците от списъка на свързващите елементи, но при условие, че изходната тръба ще има по-малък диаметър от главната.
Да се предоставиИзпълнимостта на горепосоченото ще изисква различни устройства, които ще осигурят огъване на тръбите, както и тяхното разширяване и кант.
Трубогиби
Използването на устройства под формата на тръби трябва да съответства на определени изисквания. Така, за тръби с диаметър до 15 mm радиусът на огъване се определя като 3.5d, а 18mm - 4d, където d е диаметърът на продукта. Ако се приеме, че има огъваща пружина, радиусът на минималния радиус ще бъде 6 d.


Недопустимо малък радиус създава голяма вероятност от счупване или изравняване. Ако тръбите са изгорени, тогава е приемлив по-нисък радиус на огъване, въпреки че това води до отрицателни ефекти, дължащи се на огъване (по-малко от 3d), когато потокът започва да оказва влияние върху самата тръба. В същото време изгорените тръби могат да бъдат изцяло огънати, като се използва силата на ръцете, но тук е необходимо да се спазва радиусът на огъване от 8d, който ще избегне изпъкването.
Извитите колена са лоши, което води до изравняване на тръбата или сглобяването в хармоника в точката на изкривяване, създава условия за появата на турбулентни потоци. В резултат на това тези потоци осигуряват напрежение, където пресечната точка на тръбата престава да корелира с формата на окръжността, която предизвиква разрушителни процеси на корозия и ерозия.
Тръбите, чийто диаметър не превишава 18 mm и не са претърпели термична обработка, са достъпни за огъване в студено състояние, което се извършва за сметка на възможностите за огъване на тръбите. По отношение на по-големия диаметър, тогава тук не може да се направи без предварително излагане на високи температури от 500 до 600 ° C, за да се постигненеобходим резултат.
Разширители
За възможността за използване на устройства под формата на разширители, за да се промени по-голямата страна на диаметъра на тръбата, трябва да се използват само закалени продукти с необходимата пластичност. Така наречените експандери са гърбични механизми, които осигуряват натиск върху сегментите на тяхната конструкция, които засягат тръбата отвътре, което води до нейното разширяване.
 На практика частта на разширителя под формата на върха на гърбицата се вмъква в тръбата, притискането на рамената се извършва, системата на лостовете се стартира, а краят на тръбата приема формата на тръбата. Ако това се отразява на дължината на един сегмент, но го разширява от двете страни, тогава можете да получите съединителя.
На практика частта на разширителя под формата на върха на гърбицата се вмъква в тръбата, притискането на рамената се извършва, системата на лостовете се стартира, а краят на тръбата приема формата на тръбата. Ако това се отразява на дължината на един сегмент, но го разширява от двете страни, тогава можете да получите съединителя.
Отборовски
Процесът на оголване е да се получи необходимия диаметър на отвора на повърхността на тръбата. За да направите това, първо пробийте една малка дупка, която е необходима за въвеждането през нея на инструмент, оборудван със специални уши. След това силфонното устройство е здраво закрепено към повърхността на тръбата, което е необходимо, за да се създаде стоп и електрическият инструмент е свързан. Стартирането му води до въртене на шпиндела, който започва постепенно да изважда тапицерията, в резултат на което ръбовете на отвора се огъват навън.
В резултат на това се образува отвор с достатъчно голям диаметър за свързване на оттока. За да се изключи дълбокото потапяне на оттичането в получената дупка, на повърхността му се правят характеристики. Тези изпълнения са ограничителите, които са необходими запремахване на вероятността от запушване на водния поток.
Флюсове, пасти
Медът като материал, включително неговите сплави, се предлага за запояване при ниски и високи температури. В резултат се получава висококачествен спойка, независимо от вида на поялника, използван за спояване на медни тръби: мек или твърд.
Системите за нискотемпературно запояване осигуряват процес за свързване на медни тръби, когато металната конструкция не се влияе, но полученото съединение се характеризира с шев, който се характеризира с ниски механични характеристики. Докато високотемпературното спояване е безупречна якост на шва, което позволява да се използват тръбите, свързани с него при високи температури. Този вид запояване води до отгряване на медта, така че е необходимо да има подходящ опит, за да се избегне пренасищането на метала.
Нискотемпературното спояване на медни тръби намира предимно приложение в организацията на отоплението и водоснабдяването. За тази цел нискотемпературният припой, който не съдържа олово, гарантира високо качество при заваряване на медни тръби. Тези спойки включват калаени сплави с мед, антимон, селен, сребро и бисмут. В същото време съставът им се формира главно за сметка на калай, а съдържанието на други елементи - е само около 5% от общата маса. Сребърните припои, например S-Sn97Ag3 (калай 97%, сребро 3%), имат най-добрите технологични характеристики. Донякъде по-лошо се отнася до спойка, която има мед в състава си. Те също така осигуряват високоКачеството на връзката, например, е S-Sn97Cu3 (97% калай, мед 3%). В същото време има универсален припой, който се характеризира като калай-мед, но те са с висока стойност.
 Спойка S-Sn97Ag3 съдържа 97% калай и 3% сребро
Спойка S-Sn97Ag3 съдържа 97% калай и 3% сребро
Примерите, дадени като пример, дават възможност да се получи качествен шев, който осигурява възможност за дългосрочна експлоатация на един или друг тръбопровод. На практика друг спойка не може да намери своето приложение, тъй като претендираните характеристики на споменатите сплави са високи, което, съчетано с относително ниска цена, ги прави недостижими за най-близките си конкуренти.
 Сулфат S-Sn97Cu3 съдържа 97% калай и 3% мед
Сулфат S-Sn97Cu3 съдържа 97% калай и 3% мед
Процесът на запояване се извършва с помощта на флюси, съдържащи цинков хлорид. Изборът на поток не е релевантен, тъй като почти всички предложени смеси от този тип напълно отговарят на съществуващите изисквания. Например, можете да изберете колосин-вазелинова паста, направена с колофон, технически вазелин и цинков хлорид. Потоците на тази консистенция се различават по максимална използваемост.
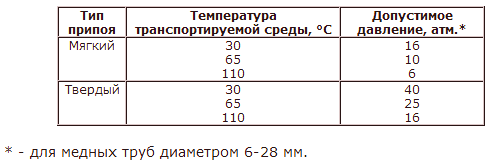
Нискотемпературният припой създава условия за образуване на много силни съединения, следователно тяхното приложение е оправдано само в случаите, когато е необходимо да се изграждат отоплителни системи, чийто температурен режим на работа надвишава 110 ° C. на базата на тръби от мед.
Таблицата по-долу съдържа информация за допустимите стойности на налягането втръбопроводи, създадени с използването на медни тръби с диаметър от 6 до 28 mm.
По принцип високотемпературното спояване на мед се извършва с помощта на спойка L-CuP6, съдържаща 94% мед и 6% фосфор. Добавеният фосфор към този спойка осигурява намаляване на точката на топене на медта, което всъщност позволява сплавта да се използва като глътка. Също така, самозаключващият се S-L-Ag2P (мед 92%, фосфор 6%, сребро 2%) е популярен. Припои, съдържащи мед и фосфор, позволяват запояване на мед без флюси.
 Медно-фосфорните разтворители образуват много крехки съединения и следователно не могат да се използват в случаите, когато се очаква работа с желязо, стомана, алуминиев бронз и цветни метали, съдържащи повече от 10% никел. Ако се предвижда да се свържат с тези припои от мед и медни сплави (бронз, месинг), тогава е наложително да се използва флюс за запояване на медни тръби, ориентирани към високотемпературно спояване.
Медно-фосфорните разтворители образуват много крехки съединения и следователно не могат да се използват в случаите, когато се очаква работа с желязо, стомана, алуминиев бронз и цветни метали, съдържащи повече от 10% никел. Ако се предвижда да се свържат с тези припои от мед и медни сплави (бронз, месинг), тогава е наложително да се използва флюс за запояване на медни тръби, ориентирани към високотемпературно спояване.
Независимо от вида на запояването, желателно е да се използва съгласуван спойка и флюс, ориентирани към конкретен спойка и произведени от един производител.
Медната паста е същата като флюс, само под формата на удебеляване на сместа, която може да се приложи към тръбата преди и след тръбата. Свойствата на пастата са същите като в потоците, подобряват адхезията на спойка, предотвратяват проникването на въздух в канала.
Тръби за запояване
Поемането на медни тръби със собствените си ръце се основава на следния набор от действия: подготовка срязане, скосяване, отстраняване на оксиди на взаимосвързани повърхности, използване на флюс, сглобяване, нагряване и директно спояване.
рязане
За подготовка на тръби за свързване с помощта на тръбни ножове, произведени в голям асортимент. В този случай всички модели на това оборудване са практически еднакви и различията се наблюдават само на нива на размери и форми. Стандартна тръбна конструкция:
- тяло;
- ролки, които осигуряват опора за тръбата;
- нож, който е диск;
- винт, необходим за притискане на ножа към тръбата.
Тези модели, които са оборудвани с по-дълги лостове, опростяват процеса на рязане. Ако се приеме, че работата с тръбите ще се извършва в пространството, ограничено от каквито и да е конструкции, желателно е да се използва компактен нож за тръби. Въпреки че тук трябва да се има предвид, че компактното оборудване от този тип изисква много физическо усилие, когато се използва в сравнение със стандартните модели на ножове за тръби.

В началния етап на тръбата е фиксирана тръба, като линията на разреза се свързва с ръба на режещия инструмент. След това, с помощта на специален винт, валякът се притиска към тръбата и процесът на рязане започва с придвижване на инструмента в кръг. Когато преминат 1-2 оборота, трябва да зададете нова позиция на валяка, като го притиснете към тръбата с винт.
Не винаги е необходимо да се използва специално оборудване за рязане, както в някои случаиМожете да го направите и обикновен нож върху метала. В този случай е необходимо да се гарантира, че reso е направено перпендикулярно на оста на тръбата. Това ще бъде по-лесно, ако използвате такова устройство като табуретка.
Тръборезачът осигурява равномерен ръб, но използването на това оборудване може да доведе до намаляване на обема, дължащо се на появата на ожулвания, образувани изцяло в тръбата. Що се отнася до използването на нож, той по никакъв начин не деформира продукта, въпреки че осигурява голям брой сметки.
отстраняване на фаски
След приключване на рязането се пристъпва към отстраняване на фаските. Използването на резач на тръби води до образуването на вътрешния фаска и външния. Огъването на ръбовете вътре в тръбата изисква отстраняване, тъй като те са способни да устоят на потока газ или вода, което води до турбуленция. Външната фаска може да попречи на тръбопровода да се образува, така че също изисква задължително изтегляне. За да направите това, използвайте специални ножове под формата на сърп, или можете да използвате конвенционален нож за монтиране. Има и специален инструмент, който е устройство, снабдено с ръкави, които премахват и двете фаски едновременно. Наред с това има и модели на ножове за тръби, допълнени с инструмент за отстраняване на фаската.
стрипинг
Следващата стъпка в подготовката на свързващите тръби включва процедури за почистване на повърхностите, подготвени за свързване, от оксиди. За почистване на външните повърхности може да се използва абразивкожата (P600), тел от стоманена тел или инструмент, ориентиран към такава работа, който се различава от наличието на отвори в рамката на четката. Третирането на вътрешните повърхности трябва да се извършва с особено внимание, например чрез прилагане на различни кожи. Когато се използват абразивни кожи, трябва да се внимава да се отстранят всички остатъци от абразива. Медното запояване не може да се извършва качествено, ако на работните повърхности има чужди вещества.
приложение на потока
Обработката на флюс трябва да се извършва веднага след отстраняването, тъй като практически незабавно подготвените повърхности започват да се покриват с оксиди. Тези съединения са пречка за пълното размразяване на повърхността на спойката, което намалява качеството на полученото съединение. В своята консистенция флюсът е паста, която се нанася с четка. Всички свързани повърхности трябва да бъдат изработени. След нанасяне на флюс е желателно да се свържат веднага тръбите, което предотвратява възможността за проникване на чужди вещества върху почистената повърхност.
монтаж
При преминаване към монтажа е необходимо първо да се затегнат закрепените части един спрямо друг. Това ще позволи потокът да бъде равномерно разпределен по цялата свързваща повърхност и също така ще стане ясно, че тръбата е монтирана според нуждите. В резултат на такива манипулации, потокът се екструдира, така че трябва да се отървете от него, например, като използвате суха кърпа от памучен плат. След това тръбите се фиксират в достигната позиция или се поставят върху облицовка от огнеупорен материал, койтоще позволи на топлина без страх от пожар. Ако се предвижда използването на газова горелка, наличието на огнеупорен екран е задължително.
Нагряване и запояване
Най-често тръбите имат елементи, изработени от гума или пластмаса, които трябва да бъдат отстранени, преди да се започне отоплението. В случай на спояване на крана е необходимо да се отвие вентилът, тъй като той съдържа уплътнения и те не могат да издържат на въздействието на високите температури. Когато медната тръба е запоена към съществуващия тръбопровод, трябва да се внимава да се отворят клапаните на спирателните устройства, което елиминира възможността за увеличаване на налягането във вътрешността на продукта поради нагряване.
Когато се използва мек припой, процесът се извършва при температура от 250 до 300 ° C, а запояването на мед с твърд припой се извършва от 700 до 900 ° C. Газовите горелки се използват най-често като оборудване за запояване с медни тръби. Това е най-доброто за отопление. Ако е предвидено нискотемпературно запояване, за това ще бъдат подходящи строителни вентилатори, които могат да създадат поток от горещ въздух до 650 ° C. За да може тръбата да бъде затоплена с този инструмент от всички страни, са предвидени подходящи дюзи.
Газовите горелки за запояване на медни тръби се използват при определени условия, свързани с получения пламък. Не трябва да допускате излишък или липса на кислород в него. Газовата смес трябва да бъде балансирана, което ще осигури само загряване на метала и няма да доведе до непланирани резултати.Пламъкът, наситен с излишък на кислород, помага да се окисли повърхността на метала, който се проявява под формата на черна плака. Ако наситеността на кислорода е в рамките на нормалните граници, цветът на пламъчната горелка придобива бледосин оттенък.
Връзката на мястото трябва да бъде загрята в цялата му площ, като се осигурява непрекъснато движение на горелката. По време на този процес е необходимо да се провери степента на нагряване чрез докосване на свързващите съединения на спойката. Смята се, че температурата е достигнала желаната стойност, ако утайката се разтопи. Опитайте се да изключите ситуации, когато отоплението е достигнато извън нормата, което се определя от съответния цвят на повърхността и появата на дим, идващ от потока. Съществуват потоци, които сигнализират за постигане на желаната степен на отопление чрез промяна на цвета му.
Внимание! Не забравяйте да преместите пламъка, за да изключите прегряването на отделни участъци от мястото на свързване.
Запояването на клони под формата на същия тройник трябва да се извърши, като се има предвид, че дюзата ще запълни празнината, започвайки от дъното. Това е необходимо за правилното охлаждане на спойката поради повишаващата се топлина.
Консумацията на спойка, чийто диаметър е 2,5 до 3 mm, за едно съединение, е дължината, съответстваща на диаметъра на тръбата. За да контролирате потока, измерете необходимата дължина и огънете жицата под формата на буквата "G". Когато се достигне желаната температура на нагряване, пламъкът на горелката трябва да се извади от съединението, но да се остави над връзката за топене с необходимото количество спойка.
Внимание! Топенето на спойката не трябва да се дължи на влиянието на пламъка на горелката върху него и поради нагряването на мястото на свързване.
Не е необходимо да се прави опит за осигуряване на еднакво разпределение на спойка. Капилярните сили ще извършат тази работа сами, изтегляйки цялото необходимо количество от спойка в пролуката. В този случай трябва да въвеждате само колкото е необходимо, т.е. не по-малко и не повече. При наличието на оптимален клирънс, чиста повърхност и достатъчно нагряване, процесът на преразпределение на спойката протича перфектно. Равномерно загрята връзка гарантира, че смукачът напълно затваря празнината.
Медната тръба за запояване може да се използва като спояващ нагревател, след което запояването може да се извърши по-бързо. Процесът на запояване трябва да се извършва възможно най-бързо, като се избягва прегряване.
Запояването лесно става с помощта на фитинги, съдържащи агломерат за медни тръби, който се поставя в специален валяк. В същото време, този метод на запояване в нашата страна не е намерил широко използване, въпреки че е много удобно: на тръбата ще се изгради фитинг и валяк с спойка, съединението се затопля, спойката се топи и се разпространява през цялата празнина. В резултат на това се изразходва количеството спойка, което е необходимо за запълване на определена празнина.
След завършване на процеса на запояване, връзката се оставя сама, докато не се охлади напълно, следвайки свързания недвижим имот. Такова охлаждане трябва да бъде естествено, с изключение на използването на вода или нещо друго.След известно време остатъкът от потока се отстранява с влажна кърпа. По отношение на остатъчните потоци и други замърсители в тръбата, тяхното отстраняване се постига чрез технологично промиване.
електрически поялник

Електрическо поялник за медни тръби има редица предимства пред описаните по-горе методи.
Първо, няма открит пламък. В случай на неточна работа с горелката лесно може да възникне пожар.
Второ, няма прегряване на частта. Устройството поддържа температурата ясно на 900 градуса.
От недостатъците: скъпа, струва около 60 000 рубли. Необходимо е непрекъснато електричество за работа.
Въпреки недостатъците си - това е инструмент за запояване на медни тръби, който е сред броят на професионалистите.
грешки
По време на запояване е вероятно да възникнат някои дефекти, причините за които могат да бъдат следните:
- Създаване на пукнатини в ставата - твърде бързо охлаждане.
- Деформация на фитинги или тръби - продължително отопление.
- Супата отказва да се придържа нормално - лоша подготовка на повърхността на връзката.
- На кръстовището има огъване - тръбата е монтирана неправилно в арматурата.
Сигурност
Работите по запояване са високи температури и вещества, които освобождават опасни пари при разделяне, което налага да се спазва определена техника за безопасност:
- защитни ръкавици - намаляване на вероятността от изгаряне;
- извършването на запояване работи само в добре проветрени помещения - свързани с опаснидвойки;
- киселинно устойчиви дрехи, включително гумени ръкавици, - високотемпературно спояване, когато се използва ецване с киселинни и алкални разтвори;
- предпазливост при проверка на охлаждането на фугите - при работа с медни тръби, топлината се нагрява до високи температури и процесът на охлаждане е сравнително бавен.

