При събиране на водопроводни комуникации, състоящи се от пластмасови тръби, най-важният параметър е температурата. Тя трябва да има определени значения, които дават възможност за постигане на солидна и надеждна връзка.
При събиране на водопроводни комуникации, състоящи се от пластмасови тръби, най-важният параметър е температурата. Тя трябва да има определени значения, които дават възможност за постигане на солидна и надеждна връзка.
Днес технологията за отглеждане на тръбопроводи от такива материали налага спазването на определен температурен режим, както и специфични времеви стойности при извършване на заваръчни операции. Ако не спазвате препоръчаните параметри, може да има празнина в нодалните участъци, притокът на воден канал ще бъде значително намален.
Общо влияние на температурата при докинг
Технологичният процес на заваряване на полипропиленови тръби се основава на нагряване на материала до желаната температура. В резултат на това пластмасата започва да се омекотява. Когато частите са свързани, се извършва дифузия на молекули от полипропиленови молекули. С други думи, връзката е сливане на молекули. Когато материалът се охлади, се образува изключително издръжлив връх.
Якостта на заваръчните заготовки е пряко зависима от температурния режим. В случай на недостатъчно нагряване няма да има процес на дифузия. Монтиращата молекула и заварената тръба просто не могат да влязат в комбинираната зона. Заваряването ще бъде слабо и няма да може да издържа на тежки натоварвания. Двойката се счупва, стегнатостта на фугата ще се счупи.
При прегряване конструкцията ще започне да се деформира. В резултат на това първоначалната геометрия ще се промени. Вътре в частите може да има силна формацияприток във формата на голям валяк. В резултат на това диаметърът на пресичането на тръбопровода ще бъде значително намален на мястото на заваряване.
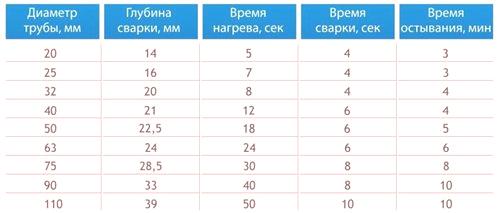
За нормално запояване на полипропиленови тръби е необходимо да се създаде отопление до температура от 255-265 градуса. Процесът на нагряване трябва да отчита няколко параметъра:
- Диаметър на частта.
- Стайна температура.
- Време за отопление.
Практиката показа, че времето за нагряване и диаметърът на частите са в пряка зависимост.
Температурата на помещението, където се извършва запояване, също засяга този процес. Когато частите са запоени, когато са извлечени от "желязото" или другото нагревателно устройство, настъпва пауза преди началото на свързването. За да се компенсира охлаждането при ниски температури, тръбите трябва да се загреят малко по-дълго. Това допълнително време е в рамките на 2-3 секунди. Подборът е емпиричен.
Трябва да се помни, че ако загрявате полипропиленовите тръби на нагревателя с температура, по-висока от 270 градуса, ще се получи много силно загряване на горния слой на детайла. Ядрото няма да получи достатъчно топлина. При съединяване на частите дебелината на заваръчния филм ще се окаже много тънка.
Как се заваряват ръчно полипропиленовите тръби
Заваръчните втулки на устройството се избират, като се вземе предвид диаметърът на частите. След това се поставят в заваръчно огледало и се закрепват добре.
Контактните повърхности се почистват от прах и мръсотия. За почистване е по-добре да използвате почистваща течност, препоръчана от производителя на този продукт. втакава работа може да помогне:
- Хлорирани.
- Трихлоретан.
- Етилов или изопропилов алкохол.
Настройте температурата на устройството. Обикновено термисторът трябва да се нагрява в рамките на 250-270 градуса. Тази оптимална температура ви позволява да постигнете правилната връзка.
Когато термостатът получи необходимото топлинно ниво, температурата на загряване на огледалото за заваряване се проверява. За целта използвайте специална термична сонда.
Отрежете тръбата, издържаща на 90 градуса спрямо оста. Ако е необходимо, е необходимо да почистите повърхността и да отстраните фаска. Параметрите на стрипинг, дълбочината на фаската се вземат от таблицата номер едно. Чашата може да се отстрани при почистване на частите или след това, специален калибриран инструмент.
Фитинги от полипропилен за тръбно заваряване. Дълбочина на отрязване и ширина на фаската.
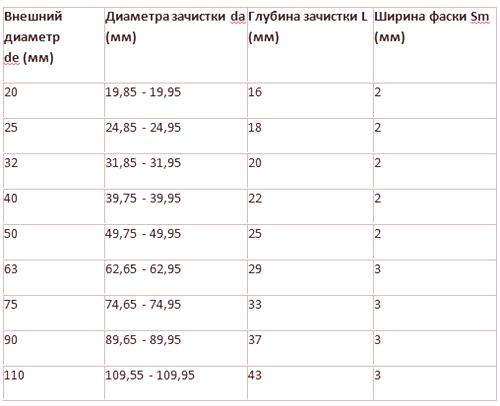
Дълбочината на вложката "L1"е показана на повърхността на тръбата .
Дълбочина на вложката L1 (mm): максимална дълбочина на вкарване на нагрятата тръба в стъклото.

На външната повърхност на тръбата и на заварения фитинг се прилага надлъжен етикет. Това позволява да се избягват движещи се части по време на свързването.
Повърхността на тръбата, както и приложената арматура, трябва да бъдат добре почистени от масло или мръсотия. След достигане на необходимото заваряване на заваръчното огледало, тръбата, заедно с фитинга, се монтира в специални втулки. Фитингите трябва да бъдатвмъкнати в стоп, заварената тръба до пълната дълбочина на оголване. Необходимо е да изчакате малко, докато детайлите се нагорещят.
След това те бързо се опъват и вмъкват един в друг. Дълбочината на монтиране на вложката трябва да бъде равна на дължината L1, в съответствие с надлъжните възли.
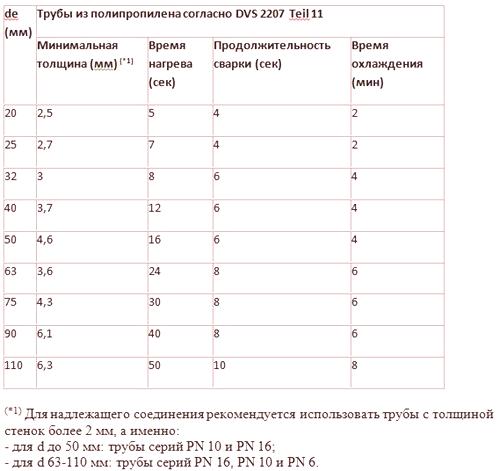
Съединителните части трябва да се задържат в определено положение за определено време, съгласно таблицата номер 3. След това е време да се охлади естествено. Не можете да ги охладите с вентилатор или да го пуснете в студена вода.
Време за отопление, заваряване и охлаждане
Когато повърхността на елементите е достатъчно охладена, е необходимо да се извърши тяхното хидравлично изпитване.
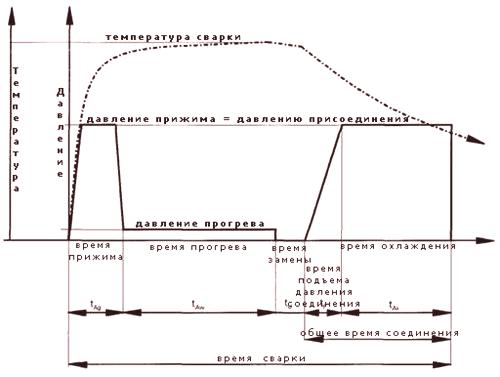
Температурни диапазони при контактно заваряване.

Промените в налягането и температурата по време на челно заваряване са показани на фигурата по-долу:
Нюанси на издръжливост на желания топлинен режим
Изчислявайки бъдещата схема на тръбопроводите, помислете как ще се извърши инсталацията. Трябва да се стремите да получите минималното разстояние между машината за запояване и точката на свързване.
Ако изчислението е направено неправилно и мястото на заваряване ще бъде на недостъпно място, е необходимо частта да се нагрее на значително разстояние от точката на монтиране. В този случай има големи загуби на топлина, тъй като е необходимо да се извърши транспортирането на частите, за да се извърши съединителна връзка. В резултат на такива незабелязани моменти се наблюдава силно отслабване на шева.
Ако е направено невярно изчисление на последователността на инсталиране, може да се направи запояванеима ситуация, в която ще бъде нереалистично да се открият последните детайли, тъй като отоплителното устройство е просто невъзможно да се монтира между частите. За да се увеличи разстоянието, е необходимо да се деформират някои участъци от тръбопроводите, което позволява да се постави устройството за запояване. Такава работа може да развали външния вид на комуникацията. Възможна е поява на статично напрежение в някои области на системата.
Много голяма грешка, в резултат на която не е възможно да се контролира температурата, е последователното нагряване на заготовките непосредствено преди съединението. С други думи, всеки елемент се отоплява отделно. В резултат на това температурният режим е напълно нарушен.
Такъв неправилен подход може да доведе до силно охлаждане на детайла поради времето, необходимо за загряване. Налице е умишлена загуба на топлина. Такъв метод на свързване на части не позволява правилно да се работи и процесът на омекотяване на материала става непредсказуем. Строго е забранено да се използва.
За правилния контрол на температурния режим трябва да се вземат предвид няколко критерия:
1. Качеството на заваръчната машина за работа с полипропиленови продукти трябва да позволява някои параметри да се поддържат с минимална грешка.
2. Между заварчика и зоната на свързване трябва да има по-малко от 1,5 метра.
3. Операциите трябва да се извършват в отоплително помещение.
4. Преди започване на заваръчните работи се уверете, че температурата на съединяването на частите е приблизително еднаква.