Надеждността на свързването на полипропиленови тръби със заварен метод се счита за най-висока. Никакво свързване на пластмасови тръби няма толкова високи темпове. Технологията на свързване няма разлика при работа с полипропилен. Изключение прави само подсилени продукти. Инсталацията им има някои специфични характеристики.
Надеждността на свързването на полипропиленови тръби със заварен метод се счита за най-висока. Никакво свързване на пластмасови тръби няма толкова високи темпове. Технологията на свързване няма разлика при работа с полипропилен. Изключение прави само подсилени продукти. Инсталацията им има някои специфични характеристики.
Тази техника е доста проста. Заваряването може да се извършва в условия на живот, придържайки се към изискванията на технологичния процес и с целия арсенал от необходими инструменти.
Свързването на полипропиленови тръби може да има няколко вида:
- дифузия на запояване;
- Електроинсталация на шипове;
- Студено заваряване.
Да поговорим за всеки вид връзка по-подробно. Нека разгледаме техните недостатъци и положителни моменти. И ние ще се научим как правилно polipropilenovye тръби.
Заваръчни машини
Преди да започнете каквато и да е работа, трябва да подготвите необходимия инструмент за монтаж. За да създадете надеждни съединения тръба, както и всички допълнителни части, е необходимо да има специален поялник.
Малка бележка.Понякога връзките на частите, изработени от полипропилен, се наричат заваряване. Но този процес има много разновидности, така че за да се движите правилно, трябва да запомните, че полипропиленовите тръби са свързани само по един правилен начин - запояване. Неговото име понякога се нарича заваряване. За инсталиране на такава система не се използват резбови фитинги, не се използва метал-пластмаса.
 СнимкаАпарати за заваряване на тръби в тръби
СнимкаАпарати за заваряване на тръби в тръби
Заваряването на полипропиленови тръби със собствените си ръце изисква закупуване на заваръчни машини. В магазина или на строителния пазар има няколко вида:
- Нагревателят има кръгло напречно сечение;
- Нагревателният елемент е изцяло плосък.
Устройството за плоско запояване стана популярно в хората като "желязо". Това се дължи на външния му вид. Той е много подобен на такъв домакински уред. На практика няма големи разлики в тези заваръчни агрегати. Те могат да се различават само по своя дизайн.
За първия модел тефлоновите дюзи се носят на нагревателя и се закрепват с части, подобни на скобите. В другото устройство същите дюзи са прикрепени към нагревателя от две противоположни страни. Други елементи на дизайна не се различават. Функционално задължение на устройството, за извършване на висококачествено и надеждно запояване на полипропиленови продукти.
Комплектът устройства за запояване задължително включва дюзи. Най-евтиният, с минимален набор, е китайски поялник. Неговата мощност не надвишава 800 вата. Комплектът включва стойка, както и дюзи, които позволяват запояване на PPR тръби в диапазона от 20-32 мм.
Когато вашата система за отопление на дома е направена от тръби с този диаметър, този комплект ще бъде напълно достатъчен. Но ако вашите планове включват професионална работа, свързана с запояване, ще ви е необходимо по-сериозно оборудване.
За тръби 40-63 mm се изисква друг комплект за запояване. Той ще трябва да купиотделно. Най-скъпите и надеждни комплекти се произвеждат в най-големите европейски страни. Наборът от такива комплекти включва следните подробности:
- поялник;
- Стойка;
- Тефлонови дюзи с различни диаметри;
- Ножици, които позволяват рязане на тръби, издържащи 90 градуса;
- хексаедра;
- Отвертка кръстосана;
- Рулетка;
- Ръкавици.
Обърнете внимание! Тъй като за запояване полипропиленови тръби е необходимо да се работи с горещо оборудване, е необходимо да се извършва операция само в ръкавици. Новородените, които нямат много опит, често получават изгаряния, докосвайки нагревателния елемент.
Конструкцията на всяко поялник е направена така, че да могат да се монтират едновременно няколко дюзи за запояване на тръби с малък диаметър. В резултат на това се пести време, особено при работа с диаметър 20-40 мм.
Мощност на машината за запояване
За равномерно и бързо нагряване на тръба от голям участък (63 mm) е необходима голяма мощност на системата.Ако използвате поялник за битови цели, ще има достатъчно мощност от 0.7-1 kW.
Ако капацитетът на желязото надвишава 1 kW, той става професионална категория. Неговата стойност е много по-скъпа от обикновеното поялник.
Поялник за полипропиленови тръби със собствени ръце
Изкупуването на такова устройство не е полезно, ако сте запознати само с подобен случай. Тя може да бъде изработена от желязо и подобни материали. Вие ще станете собственик на полезен инструмент и освен това той е значителензапишете парите си.
В допълнение, този поялник непременно ще бъде необходим в бъдеще. От тръбите можете да направите много полезни неща. Това ще ви помогне с самостоятелно направен поялник.
първият метод
За да направите самостоятелно направен поялник, трябва да готвите:
- Какво е станало погрешно старото желязо, което запазва нагревателния елемент;
- Детски метален дизайнер;
- Гумена дръжка;
- превключвател;
- Азбестов кабел;
- дурална;
- Изолационна лента.

производствена технология
- Всички ненужни части се отрязват от дъното на желязото от българите;


- Изработени от алуминиева облицовка;
- Кутията е монтирана от дизайнера. Тя има крушка и гумена дръжка.
- Свържете превключвателя и регулатора на соленоида към проводника;

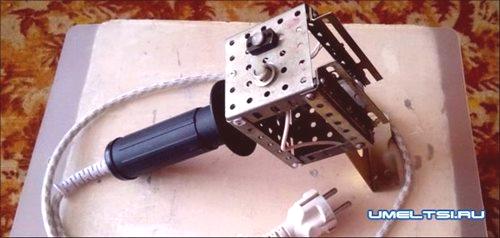
- Всички части са свързани заедно;
- Проводниците са запоени.
- Към корпуса, след като предварително е поставен азбестов уплътнител, нагревателният елемент се завива с болтове.

По този начин, след като не е прекарал твърде много време, използвайки импровизирания материал, вие ставате собственик на самостоятелно направен поялник, за заваряване на тръби за ППП.
От майстора: http://www.umeltsi.ru/prisposoblenia/4779-payalnik-dlya-polipropilenovy-trub-svoimi-rukami.html
втори път
За производството ни ще се нуждаем от чифт дюзи, струващи 215 рубли, както и хвърлени "изгорени" желязо. Изграждането на такова устройство отнема около два часа.
Първо, ютията се монтира вертикално.
Монтаж с тръбаедновременно поставят нагряващи дюзи. За да извършвате операции на стената, желязото трябва да бъде подложено на лек ъпгрейд. Трябва да отрежете "жилото" на подметката и леко я навийте.
Няма да е излишно да се използва термопаста.

Така че една машина за домашно приготвяне е заварена няколко тръбопровода. Качеството на заваряването се оказа много надеждно.
Когато работите без помощник, след като загреете ютията, държейки я зад дръжката, първата тръба се отстранява. Незабавно отстранете фитинга не е необходимо. Дебелината му е много по-голяма. За една секунда няма да се стопи. Остава да държите ръката с тръба с желязо и да премахвате фитинга.
За да се комбинират продуктите, е необходимо да се направи малко усилие, докато не се образува равномерно поплавък по периметъра на арматурата.
В това положение трябва да задържите връзката за около 15-20 секунди до започване на полимеризацията. Заваряването на стената е много по-лесно. Едната ръка държи желязото, а другата държи тръбата.
трети метод
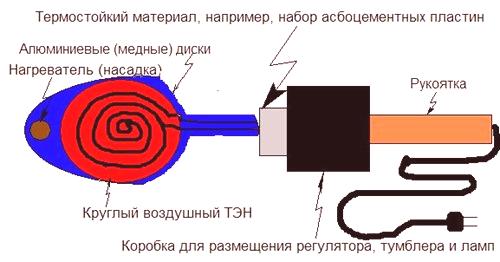
Ние произвеждаме "желязо", оборудвано с терморегулатор. Този термостат ще бъде специален регулатор на мощността, сглобен на тиристор. За запояване работи напрежението е равно на 170 волта. За работа бяха използвани алуминиеви плочи. Те могат да бъдат заменени с мед. Снимката показва плоча с дебелина 0,8 мм. По принцип можете да използвате по-дебели плочи.
Те са необходими, за да не се охлади отоплителното тяло по време на монтажа на тръбата. За работа е взета ТЕН (1kW) от остарялата табела "Dream".Тъй като радиаторът едва се нагрява, той може да бъде намален. За да инсталирате тиристорни и диодни подложки не са необходими. Самият дизайн на "ютиите" може да бъде от всякакъв вид. Всичко зависи от вашето въображение.

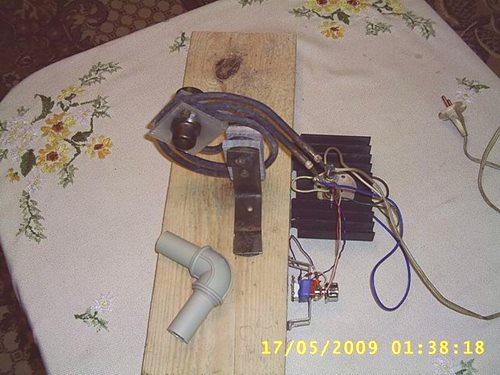

По-долу е показанверигата на регулатора на мощност
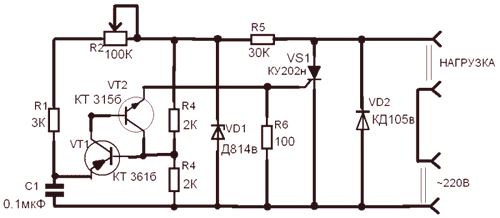
Алуминиеви подложки под формата на кръгли палачинки могат да бъдат монтирани от всяка страна на спиралата. Прикрепете дръжката към корпуса с регулатор и фиксиран барабан. С други думи, можете да правите настройка.
Принципът на всички устройства е винаги един и същ, за запояване на PP тръби трябва да се придържате към определена температура.
Как да изберем дюза
При вдигане на нагревателните накладки е необходимо да се вземе предвид диаметърът на свързаните тръби.
Освен това е много важно да се обърне сериозно внимание на няколко важни показателя:
- сила;
- Колко добре се поддържа формата след промяна на температурата;
- Топлинна проводимост.
Почти всички заварчици могат да използват различни дюзи. Това е много удобно, когато трябва да монтирате сложна опорна точка.
Всяка дюза има два края. От една страна, външната повърхност на частта се нагрява, а от друга - вътрешната.Всички дюзи имат тефлонови спрейове. Той предпазва повърхността от залепване на разтопения материал. Размерите на дюзите са в диапазона 2-6 см. Такива размери съответстват на общите диаметри на тръбите.
Нормална температура за запояване
За нормално заваряване на конструкции,температурата на запояване на полипропиленови тръби трябва да бъде по-малка от 260 градуса.Ако надвишите този праг, например с 10 градуса, стабилността на пластмасовата основа ще се загуби. В резултат на това тръбата просто няма да може да се свърже с фитинга. Освен това, затопленият фитинг ще се прилепи към всички околни части. Въпреки това, по-ниската температура също не е подходяща за запояване. Винаги трябва да се помни, че вискозитетът на полипропиленовата конструкция и неговата пластичност трябва да имат някакво значение. В противен случай процесите на дифузия няма да започнат. Връзката ще загуби своята надеждност. Животът на такива тръбопроводи ще бъде минимален. За гаранции за 50 години ще трябва да бъдат забравени. На каква температура спойка, по-добре е да погледнете в таблицата.
Време за запояване на тръби
Ако правилно се придържате към технологичните изисквания с течение на времето, можете да получите много тясна връзка. Полипропиленът не започва да прегрява след прегряване. Времето за отопление зависи от определени параметри. Основните са:
- Пресечна точка на тръбата;
- Ширина на заваръчния шев;
- Температура на околната среда.
По-долу е представена специална таблица, която показва препоръчителното време за запояване на полипропиленови тръби, за да се позволи нормално отопление. Всички споменати стойности са взети под внимание.
Разгледахме основните неща и как да използваме поялник за полипропиленови тръби, как да ги регулираме и да започнем да работим с него. Сега помислете за тънкостите на самото запояване.
График за отопление на ПП тръби

Заваряване на полипропиленови тръби от заварчици
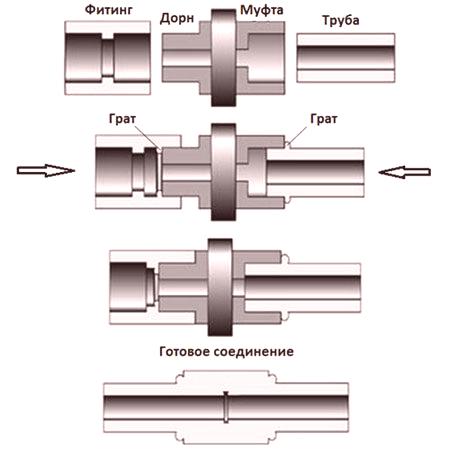
Основният метод за монтиране на пластмаса, когато е необходимо да се свържат малки тръби от различни кръстовища, се счита за използване на тръба. Когато е необходимо да се приготвят PE тръби, задължително се прилагат допълнителните детайли:
- ъгли;
- тройници;
- Кранове.
Всички тези части са изработени от същия материал, от който са направени тръбите. Използване на допълнителни подробности за създаване на добра връзка, която не се счита за отрицателна страна на този метод. Тези детайли, в допълнение към свързващите функции, помагат да се промени посоката на тръбопровода.
Схемата на този процес се състои от няколко операции:
- Разтопена повърхност на връзката: външна повърхност на тръбата с вътрешната повърхност на арматурата;
- Използват се специални части за отопление;
- Охлаждащи части в сглобена форма.
При професионалистите връзката с камбаната е много по-надеждна, отколкото заваряването на ключалката. Благодарение на факта, че когато е свързан, тръбата със сила, придобита монтаж, създава висока якост. Не е нужно да използвате специален инструмент за центриране. Такава връзка може да направи дори и начинаещ. Трябва да кажа, че спояването на ПП може да бъде и жена.
Апарати за заваряване на проводници
Такива устройства, предназначени за заваряване на PPD тръби от проводници, се наричат поялник или "желязо". Основният елемент на това устройство е нагревателна глава. Всички променливи са приложени към него:
- съединения;
- Dornies.
Откритповърхността на тръбата се нагрява съединители, и вътрешната повърхност на фитинги, различни драги. Формата на нагревателя, в повечето поялници, има триъгълна плоча. На пазара можете да се срещате между вашето устройство и производителността. В зависимост от размера на табелата се избира размерът на дюзите. С други думи, се избира напречното сечение на тръбата, която ще бъде свободно запоена. В допълнение се избира необходимия брой отоплителни двойки за едновременно инсталиране. За да работите с голяма табела, имате нужда от мощно устройство.
Когато в работата се използват допълнителни компоненти (съединители, дюбели), те трябва да бъдат закрепени така, че опорната им повърхност да е в близък контакт с плочата.
Ако контактът е добър, ще се постигне необходимата температура (260 градуса). Мощността на поялника (в определени граници) не е важна. С малко енергия, поялникът просто ще се затопли по-дълго.
Днес се продават и поялници, снабдени с нагревателна глава под формата на пръчка. Основното предимство на тези устройства може да се нарече компактния им изглед. Техническата форма не оказва влияние върху формата на главата.
За доброто функциониране на "ютиите" е много важна точността на работа на температурния сензор. Поддържа работната температура. Ако неговите колебания станат минимални, може да се говори за много добро поялник.
Най-напредналите днес са електронните термостати. Тези термистори имат възможност да показват точната стойност на температурата, дори на работната повърхност на съединителя.
Използването на такива части позволява товаза намаляване на температурната инерция на "ютиите". В резултат на това действителната температура на нагревателната глава ще бъде показана в скалата на устройството.
Биметални релета работят по-грубо, както и капилярни термостати. Техните свидетелства са неточни. Ако се сравнят с данните на термисторите, разликите ще бъдат доста големи. Независимо от термостата, когато устройството достигне режим на работа (ако се съди по индикатора), изчакайте няколко минути. През това време температурата на дюзата ще бъде равна на тази, показана от уреда. След това можете да започнете процеса на заваряване. Производителите произвеждат и поялник с два нагревателни елемента. А силата им е много различна. Всеки нагревател има отделен превключвател.
Всеки такъв елемент може да постигне желания температурен режим независимо. Господарят сам избира необходимата сила.
Вторият елемент става резервен, в случай на отказ на първата част.
Устройството осигурява възможност за едновременно включване на двата нагревателя, за да се постигне бързо режим на работа.
Оборудването може да бъде допълнено и със спомагателни инструменти:
- Крепежни елементи;
- калибратор;
- крайни капачки;
- Ножици за рязане на тръби.

В някои комплекти можете дори да намерите специална почистваща течност. За съжаление не всички изброени части са включени в основното оборудване. Те трябва да купуват отделно. Много важно е заваръчната машина да разполага с цялото необходимо оборудванеинструменти. За да се извърши работа с какъвто и да е диаметър на тръбата и материала, е необходимо да има толкова пълен набор от необходимото оборудване.
Технологичен процес на заваряване на заварчици
Да разгледаме по-подробно как запояването на полипропиленови тръби се извършва с ръце. Във тръбата външният му диаметър винаги е малко по-голям от номиналния диаметър. Обратно, при монтажа вътрешният диаметър е малко по-малък от номиналното пресичане на тръбопровода.
Да вземем например 20-милиметрова тръба. Действителният обем на външния му диаметър ще бъде в рамките на 20,3-20,5 милиметра. Във фитинга, проектиран да работи с 20-милиметрова тръба, вътрешният диаметър ще варира в рамките на 19.5-19.7 милиметра.
Освен това средната част на повърхността на съединителя ще съответства точно на номиналната част. За конична повърхност тя е 5 градуса.
Става ясно, че ако не загреете фитингите, ще бъде невъзможно да се осъществи връзката им с съединителя.
Когато тръбата е свързана с горещия съединител, се случва топенето на външния слой. На върха всичко се изстисква, излиза някакъв ролер. Има отопление вътрешни слоеве, те започват да се свиват, тръбата получава възможност да влязат в горещия съединител. Подобен ефект се получава, когато приспособлението е свързано с горещата латентност. Когато тръбата е свързана с фитинга, възниква еластичната му компресия, приспособлението започва да се разтяга. Налице е натиск от нагрети повърхности. Те започват да изпускат въздух, става равномерно смесване на разтопен материал.
цялостентехнологичният процес на заваряване на ППД тръби враструб, има няколко последователни операции:
- Режеща тръба;
- Подготвителна работа;
- Монтаж на заваръчната машина;
- Постигане на режим на работа;
- Подгряване на части;
- Работа по сглобяване;
- Охлаждане на магистралата.
Ръчно можете лесно да свържете тръба с нагреваем инструмент, ако са заварени малки части, чиято част е в диапазона от 40-50 милиметра. За заваряване на тръби с диаметър над 50 mm е необходимо да се използва специален централизатор, предназначен за изпълнение на тръбно заваряване.
Тъй като запояването на полипропиленови тръби не е много трудно - можете да работите сами.
Как се режат тръбите.За рязане на продукти, използвайте специални ножици, които не са позволени да почистват стените на тръбата.
Подготвителна работа.Преди изливането на полипропилен, частите на частите се почистват старателно и след това се обезмасляват. Подсилените тръби са обект на специално обучение. Това трябва да се има предвид от работниците, които извършват инсталирането на такива продукти.
Сложните PPR тръби, които са подсилени с алуминий, се различават при нискотемпературно разширение. Следователно при инсталиране на отоплителна система не е необходимо да се инсталират допълнителни температурни компенсатори. Само в такива продукти, подсилени с алуминий, е възможно дифузия на кислород. След като въздухът навлезе в системата, има активно насищане с вода с кислород. В резултат започва процесът на кавитация на клапанитедруги подробности за тръбопровода.
При липса на подсилващ слой не можете да провеждате допълнително специално обучение.
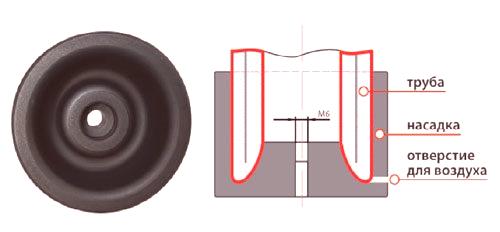
Технологична карта за заваряване на полиетиленови тръби в камбаната
Как да подсилим полипропиленови тръби
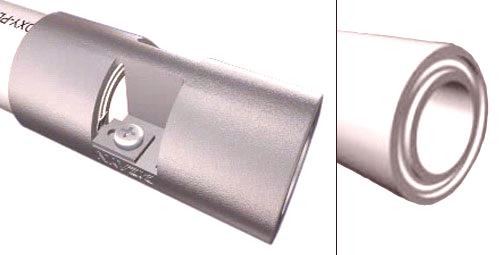
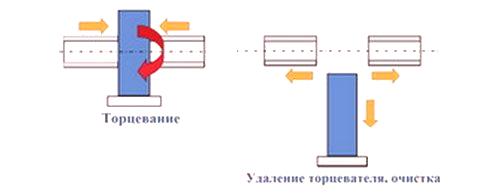
Как да направим полипропиленовите тръби чисти, но с техните подкрепления има техните нюанси. При запояване е строго забранено свързването на алуминий с течност. Тази сплав започва да се разпада, а закупуването на нови тръби не е печелившо. Появата на малки вътрешни изкривявания в докинг зоните е трудно да се забележи обичайният изглед. Но именно в тези места най-слабото място в цялата система ще бъде, а водата може да падне върху металната повърхност.
За да се предотврати навлизането на вода, подсиленият слой се почиства добре. Тази операция трябва да се извърши, ако повърхността на тръбите е увита във фолио.
За да премахнете фолиото с помощта на специално устройство, така наречената самобръсначка. Той трябва да купува отделно.
В притурката вмъква края, подобно на заостряне на молива и започва да се върти.
Когато работите самостоятелно, не забравяйте да почистите алуминиевия слой. Следете работниците, така че те със сигурност ще почистят този слой. Заваряването ще продължи без почистване, но надеждността на такава връзка ще бъде минимална.
От такъв "човешки фактор" можете да се отървете от инсталирането на тръби, подсилени с фибростъкло.
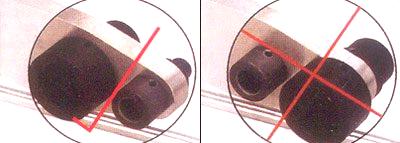
 Ако алуминиевият слой не е разположен в центъра на стената, повърхността се изтласква със специален инструмент. Той ще помогне да се премахнеалуминиеви ръбове, които покриват края на тръбата. Без провеждане на такава операция, водата е в състояние да влезе в центъра на стената, движейки се по микротрещините на армиращия слой. Резултатът е тежко подуване.
Ако алуминиевият слой не е разположен в центъра на стената, повърхността се изтласква със специален инструмент. Той ще помогне да се премахнеалуминиеви ръбове, които покриват края на тръбата. Без провеждане на такава операция, водата е в състояние да влезе в центъра на стената, движейки се по микротрещините на армиращия слой. Резултатът е тежко подуване.
На снимката можете да видите ставите на ставите. Снимката без тире показва погрешно изпълнение, с край, според всички правила.


За да се постигне най-добър резултат, използвайте специални съединители. Те сякаш "потапят" краищата на подсилващия слой. Това помага да се избегне контакт с метал и вода.

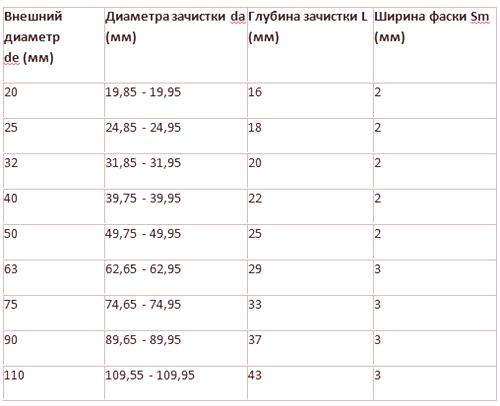
Някои производители дават свои собствени препоръки как да се готвят тръби преди заваряване. Дори ако слоят не липсва, е необходимо да се извърши калибриране на външния диаметър, след което да се отстрани фаска.
Действието на калибрирането ще премахне елипсата на тръбата, което я прави абсолютно кръгла. Отстранената фаска улеснява свързването към съединителя. За съжаление, когато PP тръбите са запоени независимо, тези операции са напълно игнорирани.
Очевидно е, че запояването на армирани ПП тръби ще отнеме малко повече време. Но обслужването ще бъде по-надеждно.
Как се приготвя поялник за работа
Преди започване на работа, заварчикът трябва да се закрепи здраво. Когато нагряването започне, частите са изложени на някакво налягане, което се предава на поялника. За да бъде по-удобно да работи, устройството трябва да бъде обезопасено и неподвижно.
Отоплителна пара се предоставя на поялника. След това се задава желаната температура на отопление, прилага се напрежение. когатоЗаварените PPR тръбни вентилатори, температурата на отоплението трябва да бъде в рамките на 260 ± 10 градуса. Това е много по-висока температура, при която полипропиленът ще стане вискозен и течен. По този начин се постига бързо топене на горния слой на тръбата, заедно с фитинга. В резултат на това детайлът лесно се отстранява, без да се загрява цялата дебелина на стената. Ако температурата е различна, частите ще станат меки, връзката ще бъде невъзможна.
Поставете частите на топлината
Когато PP тръбите за заваряване достигнат режим на работа, крушката светва. Тръбата се вмъква в ръкава, а фитинга се монтира на Dorn. Ако за извършване на такава инсталация наведнъж е много трудно, на първо монтиране тежък монтаж.
 Снимка на запояване на полипропиленови тръби
Снимка на запояване на полипропиленови тръби
Заваръчните части задължително имат малко количество, което започва да се екструдира при монтажа на детайла. Излиза пръстеновидният валяк (решетка). Трябва да положиш някои усилия, за да преместиш този пръстен. Но не е нужно да натискате твърде много. Необходимо е да го правите плавно и бавно, така че решетката да получи правилната форма. Монтажът, свободно поставя Dorn и не образува решетка, се счита за дефектен, трябва да бъде заменен.
При монтажа на частите трябва да сте сигурни, че сте спазили дълбочината на монтажа. Щом частта достигне върха на латентността, е необходимо да се спре налягането. В противен случай можете да повредите края на тръбата и да смачкате ограничителя на фитинга. За да се контролира дълбочината на потапяне на частта в съединителя, от края, на желаното разстояние, се прави съответната маркировка. Обикновено се прави такава маркировкамного рядко фитингът се вмъква в тапицерията, докато докосне ограничителя.
След като частите са монтирани в съединителя на машината и нейния Dorn, трябва да изчакате няколко секунди, докато добрите повърхности не бъдат покрити. Много е важно правилно да се определи продължителността на отоплението. Това време трябва да е достатъчно, за да се получи вискозен и течен полипропилен. Ако времето за отопление е твърде голямо, частите ще станат меки, ръждата ще изчезне. Производителите на пластмасови тръби са разработили специални таблици, които показват времето за отопление на определена марка полипропилен. Взема се предвид и дебелината на стената и пресечната точка на тръбата.
При свързване на фитинги с тръби ъгълът на въртене на частите не трябва да надвишава 5 градуса. Ако връзката е направена правилно, решетката трябва да има еднаква дебелина от всяка страна.
охлаждане на връзката
Ако е необходимо да се коригира направената връзка, технологията позволява тази част за няколко секунди. Детайлите не трябва да се подлагат на никакво налягане, докато материалът не стане твърд. Това се случва в рамките на 2-4 минути.
Таблицата показва приблизителните параметри на продължителността на заваръчните операции. По-точни стойности се посочват от производителите на фитинги и полипропиленови тръби.
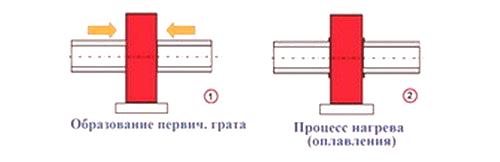
Заварени пръчки от полипропиленови тръби
При спояване на тръбите от полипропиленова дантела, краищата на частите се нагряват с горещ инструмент, докато се случи топене. След това частите се притискат със сила и изчакват, докато шевът се охлади. Тази технология е различнапростота. Няма нужда да използвате допълнителни притурки. Ако всичко е направено правилно, се получава много силен шев, който не е по-малък от силата на тръбата. Технологичната схема на такава операция се извършва в следната последователност.
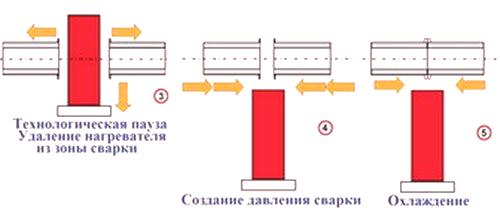

Заваряването с пръчки, с цялата му простота, изглежда само много достъпно. На практика, за да се извърши заваряването на фугите, е необходимо да се решат редица проблеми, които практически са невъзможни за изпълнение в жизнената среда.
Тръбите трябва да бъдат точно подравнени по протежение на тяхната ос. Допуска се само 10% отклонение от дебелината на стените. Налягането върху частта, която притиска тръбите до равнината на отоплителното огледало по време на нагряване, трябва да се извършва само за определено време. Само тогава може да се появи висококачествена връзка. Когато се извършва подрязване, е необходимо крайната повърхност да има идеална перпендикулярност.
Горепосочените условия са много трудни за изпълнение, ако нямате допълнително оборудване - специализиран центратор. Той е оборудван с електрическо задвижване, което създава определена сила на натиск. В допълнение, това устройство е оборудвано с допълнителни крайни капачки.
С други думи, за да се задържи заваряването на полипропиленови тръби с малък диаметър, трябва да имате много допълнително оборудване. Много повече, отколкото за заварчиците. Като се има предвид факта, че при заваряване на вихъра се оказва по-качествено скачване, благодарение на заключващата връзка, домашни занаятчии предпочитат да създадат силфонна връзка при инсталиране на домашно водоснабдяване.
Заваряване на PPR тръбиИзползва се предимно в производството, когато е необходимо да се разединят продуктите на голяма секция при монтажа на прав участък от тръбопровода.
Източник: http://tool-land.ru/svarka-polipropilenovy-trub.php
Контрол на качеството
След като сте направили цялото запояване на полипропиленовите тръби съгласно инструкциите, проверете работата. Когато се появят малки канали, може да има приток във вътрешността. Покривайки вътрешната повърхност на тръбата, влиянията създават пречка за свободното движение на флуида по време на работа на системата.
За да се определи наличието на притоци, връзката трябва да се провери. За да направите това, тръбата трябва да бъде добре издухана с въздух. Ако той се движи свободно през тръбата, тогава се появи качествен шев.
Новороденото може да бъде посъветвано, първо, да приготви няколко подробности за проверка. Нарежете бода и проверете качеството на запояване.
Важни правила за запояване с полипропилен
За да получите добра херметична връзка и висококачествен шев, задължително е да изпълните няколко много важни изисквания. Заварчикът трябва винаги да бъде топъл. Това ще намали времето за запояване до пет минути.
Когато пластмасата започне да замръзва, свързващите части не могат да се движат, те трябва да останат неподвижни. Идеалното се счита за механична фиксация. Можете да използвате мида, за да направите това. Всяко действие върху шева по време на втвърдяването може да доведе до непропускливи щети.
Загряването на двете части трябва да се извършва едновременно.
Полипропиленът за спояване се отнася доеднократна технология. Ако нещо се заварява неправилно, нищо не може да се коригира. За да направите това, трябва да изрежете дефектната зона и да препаете новата връзка. В резултат на това броят на заваръчните шевове се увеличава по цялата магистрала.
Преди да започнете да нагрявате тръбата, трябва да начертаете линия на повърхността, която ще означава дълбочината на заваръчния шев. В допълнение, тези линии ще бъдат отличен еталон, когато се извършва ъглово свързване.
Как да се запечата дупка в тръба?
При ремонта възникват различни ситуации, но ако случайно сте пробили тръбопровода, той може да бъде поправен, но при условие, че дупката не е голяма. Особено ако вътрешността вече тече вода и не я блокира.
Вариант 1 за запояване на полипропиленовата тръба. Суши, обезмаслете. Взимаме друга тръба, един и същ производител (в идеалния случай). След това го затопляме и поставяме отвор и запечатваме с поялник или ръчни инструменти, като горелка. Ако тръбата е подсилена, фолиото трябва да се отреже. Можете също да инсталирате съединителя.
Вариант 2, когато затворите полипропиленовата дупка, погледнете видеото.
Как да се спойка тръби в труднодостъпни места
Най-големият проблем, пред който е изправен практически всеки съветник, е инсталирането на пластмасов тръбопровод в трудни зони. За запояване на полипропиленови тръби в труднодостъпни места структурата е разделена на няколко малки участъка.
Първата инсталация на най-голямото и най-неприятното място се извършва. Неговото формиране е желателно да се направи поотделно, след това да се настрои напостоянно място.
Когато инсталацията на зоната за сгъване е завършена, се извършва монтаж на други по-малки части. Такава работа не може да се направи индивидуално, трябва да работите с асистент.
типични грешки
На първо място, това се отнася до лошото качество на направените части. Всяка дефектна част трябва да бъде заменена. Приготвянето на такива части означава получаване на нискокачествена връзка.
Компонентите се произвеждат от различни производители.Всяка фирма има собствен подход към тези подробности. Те самостоятелно определят стандарти, разработват свои собствени стандарти. За работа с такива тръби е необходимо да има фитинги на същия производител. В допълнение, подробностите могат да бъдат големи разлики в техния химичен състав. Но всичко това се отразява негативно на процеса на заваряване. Оказва се, че връзката е лоша. С други думи, компонентите трябва винаги да се произвеждат от един производител.
Детайлите бяха прегряти.Такъв дефект е незабавен. Тръбата става мека, когато се постави на съединителя, тя започва да се деформира.
Слабо нагряване на заваръчната машина.При ниска температура не е възможно да се получи качествена връзка. Първо всичко ще бъде наред, но много скоро в тръбопровода ще се появи изтичане на вода. За да предотвратите това, трябва да изчакате 5-10 минути, докато "желязото" стане топло. По време на работа не е необходимо да изключвате устройството от електричество.
Многократно използване на арматура.Ако връзката на частта се разхлаби, тя се нуждае от неяда замени Строго е забранено повторното използване на вече монтираните в тръбопровода фитинги.
Тръбата беше поставена не до спиране.В резултат на това сглобяването на части става на по-ниска дълбочина. Монтажът почива в решетката, не стига до края. Връзката има слаби места. Подробностите не са свързани с пълната дълбочина. Ако по време на монтажа поставите детайли, без да ги спрете, връзката ще бъде нискокачествена и много слаба.
Разрезът на тръбата е направен в нарушение на технологията. Перпендикулярността на оста на крайната повърхност е нарушена. В резултат на това краят на тръбата ще бъде лошо залепен за вътрешния фитинг. Ще се появи слаба връзка.
Колко струват тези произведения
За да се извърши самостоятелно монтажа на тръби с ППР, е необходимо да има подходящо оборудване, както и опитът с такава работа. Ако не можете да извършите такава инсталация сами, по-добре е да използвате услугите на професионалисти. Цените могат да бъдат намерени в ценовата листа по-долу:
- Инсталиране на един линеен метър тръба -100 руб .;
- Съставяне и работа -500 руб .;
- Подрязване на тръбата и последващото й оголване - 90 руб.
Цената на строителните работи включва също така сложността на инсталацията и общия обем.
Обърнете внимание! Всеки етап от работата трябва да бъде изпълнен по всички правила. Трябва да се вземе професионален подход. Не трябва да правите никакви спестявания при полагане на пластмасов тръбопровод. Професионалистите ще правят всичко бързо и качествено.
Други методи на запояване на PPD тръби
С изключение накласическото запояване, има няколко други вариации. Всички те се отличават с характерните си черти. Всеки метод има свои положителни и отрицателни страни. Нека се запознаем с тях по-подробно.
приложение за електрооборудване
Инсталирането на този тръбопровод е много по-лесно, ако използвате съединители, които са оборудвани със специални нагревателни намотки.
Заварчикът е свързан към изводите, излизащи от съединителя. Контактите се подават към напрежението и се поддържат за определено време.
Как се използва
- Повърхността се почиства добре, след което се обезмаслява;
- Тръбата се вкарва във фитинга и плътно фиксира;
- Заварчикът е свързан с електрическите контакти на електроинсталацията;
- След включване на устройството ще бъде възможно да се наблюдават чрез специални отвори фитинги, като се топи и увеличава обема на пластмаса. Устройството се изключва автоматично. Времето за заваряване се регулира от самия апарат, който отчита температурата на околната среда;
- Поялника се отделя от контактите.
Основното предимство на такъв метод е неговата скорост. Отнема една секунда при запояване, а охлаждането отнема една минута. Непристъпните места могат да бъдат забравени. Факт е, че самият спойка се извършва на определено място, вече събрано предварително части. Това е много удобно, когато трябва да инсталирате затворена отоплителна система. Такива работи могат да се извършват дори и при малки замръзвания. Но температурата не трябва да пада под-15 градуса При по-ниски температури използването на поялник е забранено.
Използването на електрооборудване позволява на строителните фирми да ускорят работата по големи обекти.
Частният сектор рядко използва тази техника, тъй като разходите за това оборудване са много високи. Цената на устройството за електромобилност е от поря